
製造業や設備管理の現場で「MTBFを改善しろ」と言われたことはありませんか。MTBF(Mean Time Between Failures)は、機器の信頼性を数値化する重要な指標です。しかし、具体的にどう活用すればよいのか、計算方法や改善のコツがわからず困っている方も多いでしょう。
この記事では、MTBFの定義から実務での活用方法、よくある誤解まで、現場で役立つ知識を網羅的に解説します。設備投資の判断や保全計画の立案に、すぐに使える情報をお届けします。
📋 この記事でわかること
- ✅ MTBFの正確な定義と計算方法
- ✅ 保全計画や設備投資判断での活用のコツ
- ✅ 実務でよくある誤解と注意点
1. MTBFとは何か
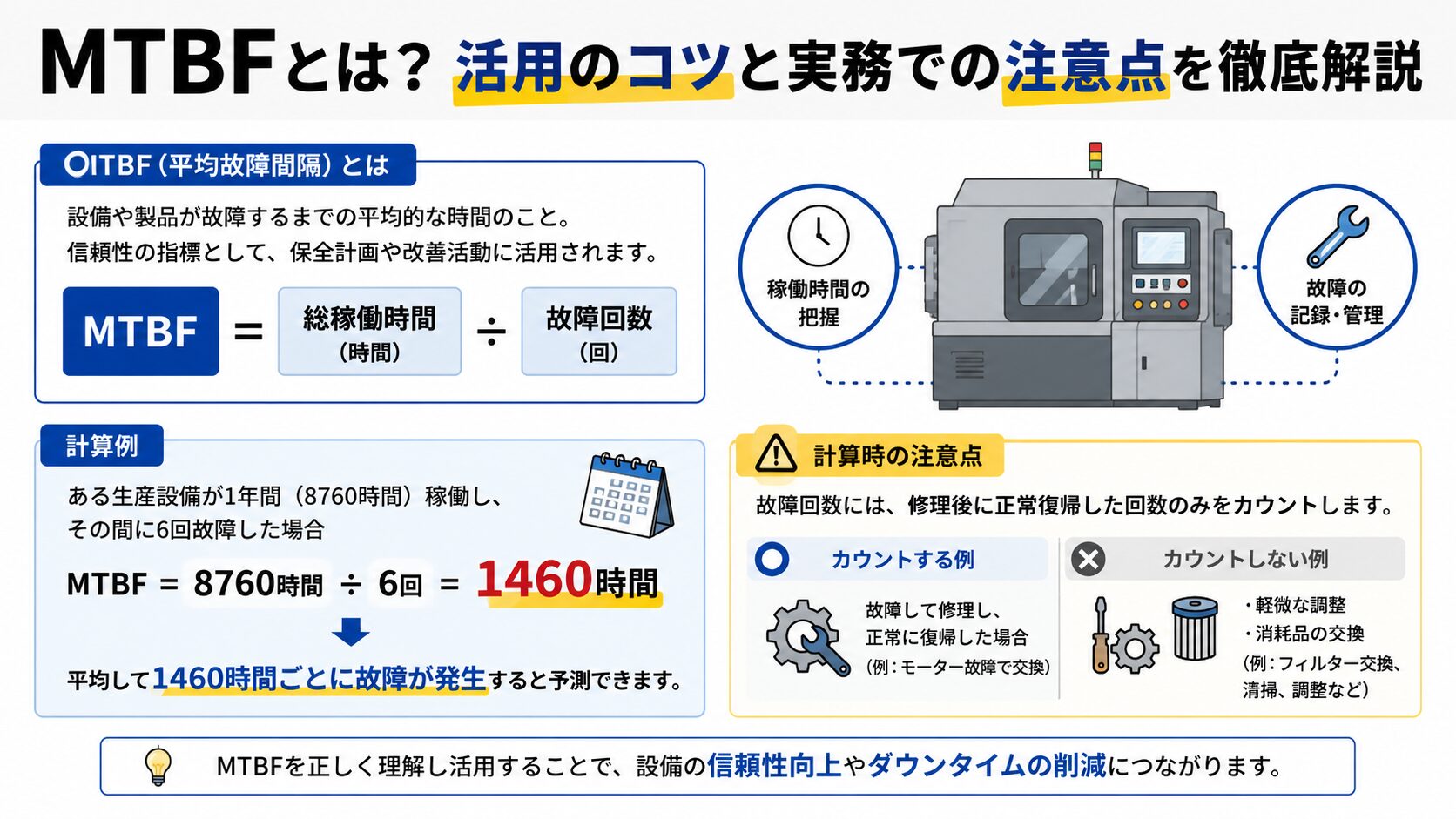
MTBF(Mean Time Between Failures)とは、「平均故障間隔」を意味する信頼性工学の用語です。修理可能な機器が故障してから次の故障までの平均時間を表し、数値が大きいほど故障しにくい(信頼性が高い)ことを示します。
MTBFは、JIS Z 8115(信頼性用語)で「修理可能なアイテムが、故障と故障の間に動作する時間の期待値」と定義されています。簡単に言えば、機器が正常に動いている時間の平均値です。たとえば、MTBF=5000時間であれば、平均して5000時間ごとに故障が発生すると予測できます。
似た指標にMTTF(Mean Time To Failure:平均故障時間)がありますが、こちらは修理不可能な機器が最初に故障するまでの平均時間を指します。MTBFは修理して再利用する設備、MTTFは使い捨てや交換部品に用いるという違いがあります。
2. なぜMTBFが重要なのか
MTBFが重視される背景には、製造業の生産性向上と設備投資の最適化があります。製造ラインが突発的に停止すれば、生産計画の遅延や納期遅れが発生し、企業の信頼性を損ないます。MTBFを把握することで、故障のリスクを事前に予測し、計画的な保全(予防保全)を実施できるようになります。
また、設備の更新時期を判断する際にもMTBFは欠かせません。古い設備はMTBFが低下し、修理コストや停止時間が増加します。新規導入する設備のMTBFをメーカーから提示してもらい、現行設備と比較することで、投資対効果を定量的に評価できます。
さらに、保全部門の人員配置や部品在庫の最適化にも活用されます。MTBFが短い機器には重点的に人員を配置し、長い機器は定期点検の頻度を下げるといった判断が可能になります。このように、MTBFは単なる数値ではなく、経営判断を支える重要な指標なのです。
3. MTBFの具体的な計算方法と活用のコツ
 基本的な計算式
基本的な計算式
 基本的な計算式
基本的な計算式MTBFは以下の式で算出します。
たとえば、ある生産設備が1年間(8760時間)稼働し、その間に6回故障した場合、MTBFは次のように計算されます。
MTBF = 8760時間 ÷ 6回 = 1460時間
この結果から、平均して1460時間ごとに故障が発生すると予測できます。ただし、この計算には注意点があります。故障回数には、修理後に正常復帰した回数のみをカウントし、軽微な調整や消耗品交換は含めません。
複数台の設備を運用する場合
同じ機種を複数台運用している場合は、全体の稼働時間を合計して計算します。
| 設備番号 | 稼働時間 | 故障回数 |
|---|---|---|
| A号機 | 8000時間 | 4回 |
| B号機 | 7500時間 | 3回 |
| C号機 | 8200時間 | 5回 |
| 合計 | 23700時間 | 12回 |
この場合、MTBF = 23700時間 ÷ 12回 = 1975時間となります。複数台のデータを集約することで、より信頼性の高い数値が得られます。
活用のコツ①:予防保全の計画に組み込む
MTBFを把握したら、その70〜80%の時点で予防保全を実施するのが一般的です。たとえば、MTBF=2000時間の設備であれば、1400〜1600時間で点検や部品交換を行います。これにより、故障前に部品を交換し、突発停止を防げます。
活用のコツ②:設備選定時の比較指標にする
新規設備を導入する際、複数のメーカーから見積もりを取得したら、必ずMTBFを提示してもらいましょう。価格が安くてもMTBFが低い設備は、長期的には修理費や停止時間でコストがかさむ可能性があります。次の例を見てください。
| 項目 | A社設備 | B社設備 |
|---|---|---|
| 初期費用 | 500万円 | 600万円 |
| MTBF | 3000時間 | 5000時間 |
| 5年間の故障回数(予測) | 約15回 | 約9回 |
A社設備は初期費用が安いですが、故障回数が多く、修理費や停止損失を考慮するとB社設備の方がトータルコストで有利になる可能性があります。このように、MTBFはライフサイクルコストを評価する重要な材料となります。
活用のコツ③:故障原因を分析してMTBFを改善する
MTBFを継続的に測定し、故障原因を記録することで、改善策を導き出せます。たとえば、特定の部品が頻繁に故障している場合、その部品を高品質なものに交換するだけでMTBFが大幅に向上することがあります。また、運転条件(温度、湿度、負荷)を見直すことで、設備寿命を延ばすことも可能です。
改善活動のステップは以下の通りです。
- 故障データの収集
故障日時、部位、原因、修理時間を記録する。 - パレート分析
故障頻度の高い部品や原因を特定する。 - 対策の実施
部品交換、運転条件の見直し、作業手順の改善を行う。 - 効果測定
対策後のMTBFを再計算し、改善効果を確認する。
4. 実務での注意点とよくある疑問
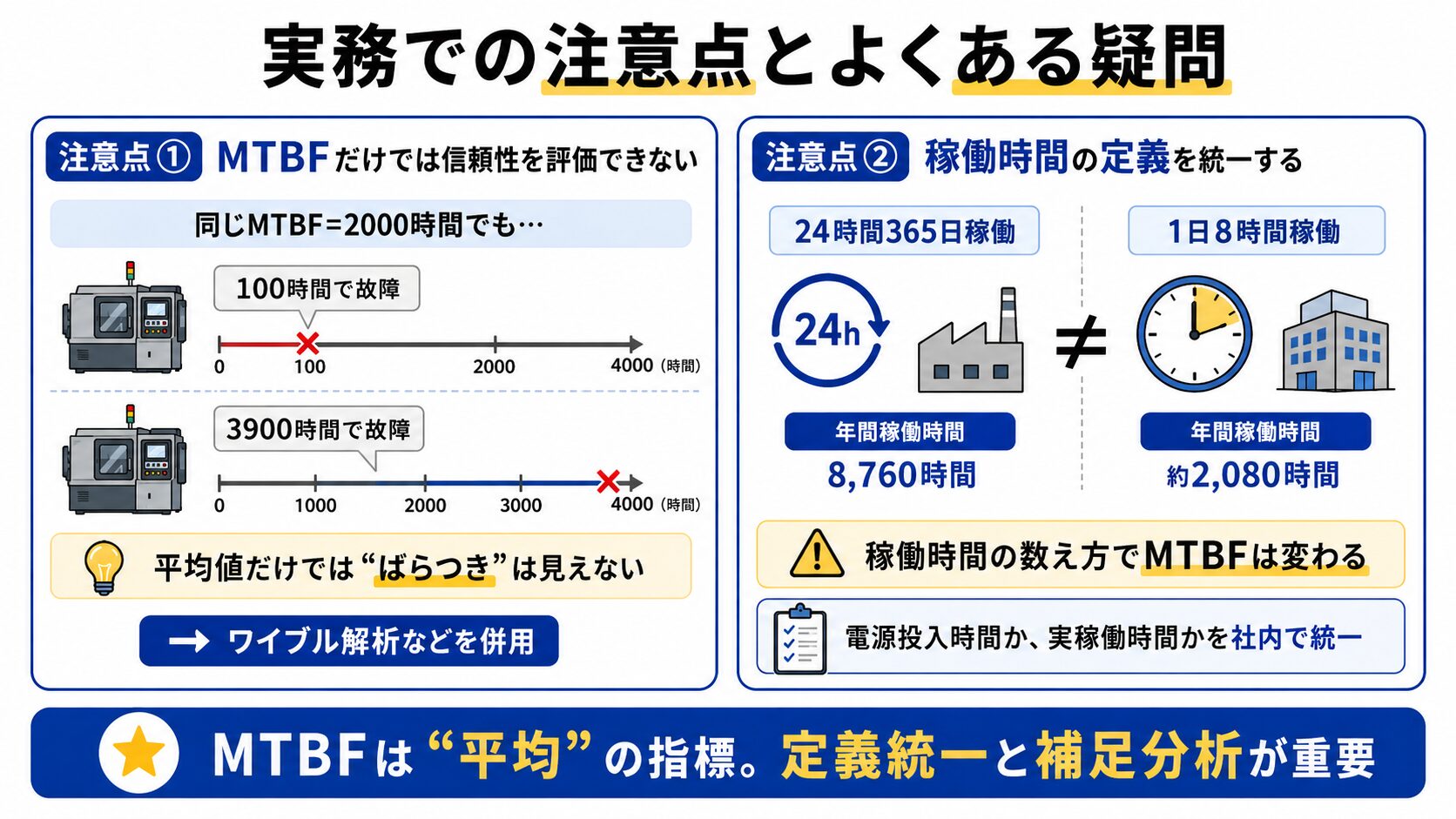
注意点①:MTBFだけでは信頼性を評価できない
MTBFは平均値なので、故障のばらつきを表現できません。たとえば、MTBF=2000時間の設備でも、1回目の故障が100時間後、2回目が3900時間後に発生するケースもあります。このようなばらつきを評価するには、ワイブル解析などの統計手法を併用する必要があります。
注意点②:稼働時間の定義を統一する
総稼働時間をどう定義するかで、MTBFの値は大きく変わります。たとえば、24時間365日稼働している設備と、1日8時間のみ稼働している設備では、稼働時間のカウント方法が異なります。社内で計算ルールを統一し、電源投入時間なのか実際の生産時間なのかを明確にしましょう。
よくある疑問①:MTBFが無限大になることはあるか
理論上は、故障回数がゼロであればMTBFは無限大になります。しかし現実には、どんな設備も必ず故障します。新品の設備で故障実績がない場合は、メーカー公表値や同型機の実績を参考にするか、初期故障期間を除外してから計算を始めましょう。
よくある疑問②:MTBFとMTTRの関係は
MTTR(Mean Time To Repair:平均修理時間)は、故障発生から修理完了までの平均時間です。MTBFとMTTRを組み合わせることで、稼働率(Availability)を算出できます。
たとえば、MTBF=2000時間、MTTR=10時間の設備の稼働率は次のようになります。
稼働率 = 2000 ÷ (2000 + 10) × 100 ≒ 99.5%
この数値が高いほど、設備が安定して稼働していることを意味します。製造現場では、MTBFとMTTRの両方を改善することで、稼働率を高める取り組みが行われています。
よくある疑問③:消耗品交換はMTBFに含めるべきか
消耗品(フィルター、ベルト、バッテリーなど)の定期交換は、故障には含めないのが一般的です。MTBFは予期しない故障による停止を評価する指標であり、計画的な保全作業とは区別します。ただし、消耗品の寿命が設計値より極端に短い場合は、設計不良として故障にカウントすることもあります。
5. まとめ
MTBFは、設備の信頼性を数値化し、予防保全や設備投資の判断を支える重要な指標です。最後に、この記事の要点をまとめます。
- ✅ MTBFは「平均故障間隔」であり、修理可能な機器の信頼性を評価する指標
- ✅ 計算式は「総稼働時間 ÷ 故障回数」で、複数台のデータを集約すると精度が向上
- ✅ 予防保全の計画や設備選定時の比較に活用し、ライフサイクルコストを最適化する
- ✅ MTBFだけでなくMTTRや稼働率も併せて評価することで、設備管理の質が高まる
- ✅ 故障の定義や稼働時間のカウント方法を社内で統一し、データの信頼性を確保する
MTBFを正しく理解し、継続的に測定・改善することで、製造現場の生産性向上とコスト削減を実現できます。まずは現在の設備のMTBFを算出し、保全計画に反映させることから始めてみましょう。
コメント